







Токарний верстат із ЧПУ Victor Vturn-A16, Vturn-A20, Vturn-A26
1 ₴
- Під замовлення
 Відправка з 06 серпня 2026
Відправка з 06 серпня 2026
- +380 (67) 637-30-12Обладнання
Токарний оброблювальний центр зі ЧПУ VICTOR Vturn-A16, Vturn-A20, Vturn-A26
Модифікації моделей:
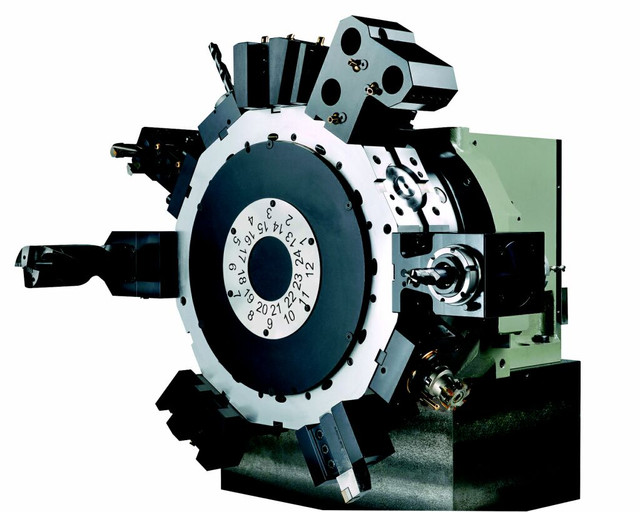
СM ― шпиндель із прямим приводом (вбудований мотор-шпиндель) з віссю З і з фрезерною функцією. Тип кріплення інструмента — BMT (мал. 1)
SСM ― шпиндель + протишпиндель, з прямим приводом (вбудований мотор-шпиндель) з віссю З і з фрезерною функцією. Тип кріплення інструмента — BMT
YCM ― шпиндель із прямим приводом (вбудований мотор-шпиндель) з віссю С, з віссю Y, і з фрезерною функцією. Тип кріплення інструмента — BMT (мал. 2)
YSCM ― шпиндель + протишпиндель, з прямим приводом (вбудований мотор-шпиндель) з віссю С, з віссю Y, і з фрезерною функцією. Тип кріплення інструмента — BMT (мал. 3)
 |
 |
 |
| Рис. 1 | Рис. 2 | Рис. 3 |
Опис:
-
Система ЧПУ — Fanuc 0i-TD/F з кольоровим екраном 10.4" з функцією діалогового програмування Manual Guide i і російським інтерфейсом.
-
Конструкція станини станка Vturn-A16/20/26 – истинно «похилий» . Похила станина дає змогу швидко відводити стружку та СОЖ у процесі різання, а також дає змогу зручно здійснювати завантаження, перевірку та зміну інструмента.
-
Станина являє собою монолітне чавунне лиття (включно з напрямними оси Z, опорні напрямні супорту та напрямні ковзання задньої бабки) з дрібнозернистого литого чавуну «Meehanite», що забезпечує підвищену жорсткість і зниження вібрацій під час обробки деталей — для максимальної продуктивності процесу точення.
-
«Коробчаста» конструкція станини — виняткова жорсткість! (На відміну «П-подібних» конструкцій, які є полегшеними та не досить жорсткими).
-
Широкі напрямні станини суцільнолиті та відшліфовані за один пристрій. Поверхня напрямних проходить загартування до HRC 55 ±3 і фінішної ручної шабрівки. Комплекс бездоганних характеристик підготовки станини заводом Victor забезпечує високу точність упродовж тривалого часу експлуатації верстата, у разі важких режимів роботи.
-
Загальна маса верстатів VICTOR на 20-40% вища, ніж у конкурентів в одному ціновому діапазоні. Цей факт забезпечений завдяки тому, що в структуру VICTOR-TAICHUNG входить завод чавунного лиття Meehanite, який має сертифікат Meehanite Cast Member. Водночас завод VICTOR — забезпечує чавунним литтям більшу частину Східної Азії.
Шпиндель і контршпиндель із прямим приводом (DDS):
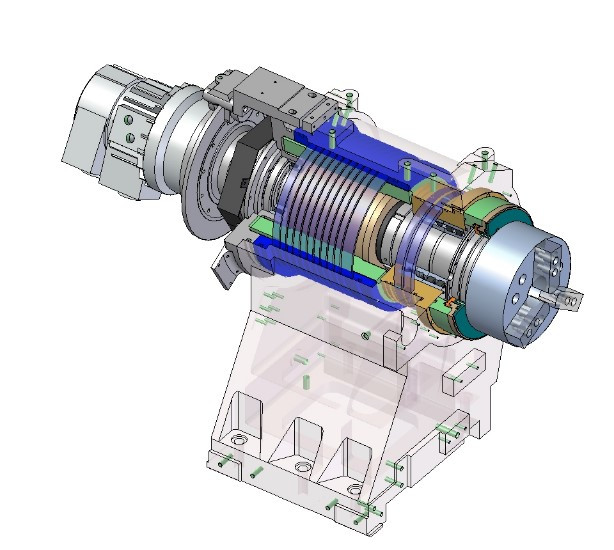
- Мотор шпинделя вбудований у передню бабку верстата для усунення вібрації від ременя приводу та приводного механізму. Таке компонування покращує характеристики шпинделя та забезпечує точніше фінішне оброблення деталі та її округлість. Вбудований мотор має меншу інерцію, порівнюючи зі звичайними ремінними приводами, а також забезпечує швидше прискорення й підвищує загальну ефективність.
- Значення критерії технологічної можливості забезпечує стабільну точність завдяки найменшій вібрації. Оскільки регулювання натягу ременя більше не потрібне, термін експлуатації збільшується, і витрати на різальні пластини зменшуються.
- Шпиндель з подвійною обмоткою (як вбудована двоступенева коробка передач) забезпечує високий крутний момент за зниженої швидкості обертання шпинделя, порівнюючи зі звичайним шпинделем із ремінним приводом.
- Широке перекриття корпусу напрямних ковзання утримує масивну передню бабку. За напрямними ковзання постійно циркулює охолоджувальна олія для запобігання перегріванню та зниженню термічного розширення.
- Підшипники серії NN (роликові) призначені для збільшення несучої здатності, що забезпечує важкі режими різання. Додатковий захист підшипників забезпечує 4-шарове лабіринтне ущільнення.
- Олійне охолодження шпинделя входить до стандартної комплектації для забезпечення тривалішого терміну експлуатації підшипників.
«С – ось»
Головний шпиндель верстата та контршпиндель обладнані системою «С — вісь», для фрезерування приводним інструментом. Прямий тип двигуна DDS з оливним охолодженням найкраще забезпечує кутову точність позиціювання під час фрезерування 0,016 ⁇ (Допуском ±0,001 ⁇ ).
Система ЧПУ ― FANUC 0i-TF (дисплей 10.4") з функцією AICC-2"
Для високошвидкісного оброблення передбачені автоматичні системи керування подаванням AICC-2. Термін AICC (Artifical Intelligence Contour Control) — контроль контуру зі штучним інтелектом — об'єднує низку функцій Fanuc для оптимізації прискорення й гальмування й автоматичного регулювання швидкості кутового оброблення або сегментів кола на 200 ходов вперед. Отже, функції AICC у певному сенсі перевершують функції керування оперенням, оскільки забезпечують рух інструмента за заданою траєкторією з дотриманням точних контурів.
|
Технічні характеристики |
Vturn-A16YSCM |
Vturn-A20YSCM |
Vturn-A26/85YSCM Vturn-A26/130YSCM |
|
|
Робочі параметри |
Тип привода шпинделя |
Прямий DDS з оливним охолодженням і 2 контурами обмотування |
||
|
Форма станини |
Коробчаста, суцільнолита |
|||
|
Точність станка за ISO 230-2: ― точність позиціювання за осями Х/Z/Y/C, мм — повторюваність позиціювання за осями X/Z/Y/C, мм |
0.01/0.02/0.01/0.016° ±0.002/±0.002/±0.002/±0.001° |
|||
|
Точність індексування ЧПУ |
0,001 |
|||
|
Система керування |
FANUC 0i-TF (дисплей 10.4") |
|||
|
Контроль контуру зі штучним інтелектом AICC-2 |
є |
|||
|
Максимальний діаметр над станиною, мм |
720 |
720 |
900 |
|
|
Відстань між центрами, мм |
630 |
630 |
850 1300 |
|
|
Максимальний діаметр оброблюваної деталі, мм |
250 |
250 |
381 |
|
|
Діаметр наскрізного отвору в шпинделі, мм |
40 |
52 (опція — 75 мм) |
75 (опція-91 мм) |
|
|
Переміщення |
Тип напрямних |
Суцільнолиті зі станиною, коробчасті, ковзання |
||
|
По осі Х, мм |
185 (125+60) |
185 (125+60) |
260 (190,5+69,5) |
|
|
По осі Z, мм |
600 |
600 |
850 1300 |
|
|
По осі Y, мм |
±45 |
±45 |
±55 |
|
|
По осі В (контр-шпиндель), мм |
550 |
550 |
830 1280 |
|
|
Головний шпиндель |
Розмір патрона |
А2-5 (6” ― 152 мм) |
А2-6 (8" — 200 мм) (опція 10' — 250 мм) |
А2-8 (10” ― 250 мм) (опція 12'' — 300 мм) |
|
Максимальна частота обертання, об./хв. |
6000 |
5000 |
3500 |
|
|
Діаметр отвору шпинделя, мм |
52 |
62 |
86 (опция-105 мм) |
|
|
Внутрішній діаметр підшипника, мм |
90 |
100 |
130 (опція — 160 мм) |
|
|
Кут [шаг] повороту шпинделя (С-ось) |
360° [0,001] |
360° [0,001] |
360° [0,001] |
|
|
Контр- шпиндель |
Розмір патрона |
А2-5 (5” ― 125 мм) |
А2-5 (5” ― 125 мм) |
А2-5 (6” ― 152 мм) |
|
Максимальна частота обертання, об./хв. |
7000 |
7000 |
4500 (опція-6000) |
|
|
Діаметр отвору шпинделя, мм |
41 |
41 |
52 |
|
|
Внутрішній діаметр підшипника, мм |
75 |
75 |
90 |
|
|
Кут [шаг] повороту шпинделя (С-ось) |
360° [0,001] |
360° [0,001] |
360° [0,001] |
|
|
Револьверна інструментальна головка |
Кількість інструментів |
12 (24) |
||
|
Кількість приводних інструментів |
12 |
|||
|
Розмір державки призматичного інструменту, мм |
20 |
20 |
25 |
|
|
Максимальний діаметр осьового інструменту, мм |
BMT-55 (live) |
BMT-55 (live) |
BMT-65 (live) |
|
|
Час зміни інструментів (від інстр. до інстр.), сек. |
0.3 |
|||
|
Частота обертання приводного інструменту, об./хв. |
4000 |
|||
|
Швидкість переміщень |
Пришвидшене подавання, м/хв |
X/Z: 24/24; Y: 10; B: 15 |
X/Z: 20/20; Y: 10; B: 15 |
|
|
Подавання під час оброблення, мм/хв |
X/Z: 0…1260 |
|||
|
Привода |
Потужність головного шпинделя, кВт |
Мотор-шпиндель 18,5/11 |
Мотор-шпиндель 15/11 (опция-22/15) |
Мотор-шпиндель 22/15 (опція-45/37) |
|
Потужність контршпинделя, кВт |
Мотор-шпиндель 15/10 |
Мотор-шпиндель 15/10 |
Мотор-шпиндель 18,5/11 |
|
|
Потужність серводвигунів по осях, кВт |
X:4; Z:4; Y:3; B:3 |
X:4; Z:4; Y:4; B:4 |
||
|
Потужність двигуна приводного інструменту, кВт |
Fanuc α22is/6000 ― 4,5 |
|||
|
Мах. крутний момент приводного інструменту, Н·м |
54 |
|||
|
СОН |
Місткість бака охолоджувальної СОЖ, л. |
290 |
290 |
360 410 |
|
Загальні хар-кі |
Кількість споживаної енергії, кВА |
64,6 |
64,6 |
76,3 |
|
Розміри оброблювального центру (ДхШхВ), мм |
4248х1792х2258 |
4248х1792х2258 |
4813х2100х2325 5493х2100х2325 |
|
Вага верстата (нетто), кг |
6800 |
6900 |
79009300 |
|

| Основні | |
|---|---|
| Виробник | Victor |
| ЧПУ | Так |
| Додатковий сервіс | Сервісне обслуговування |
| Стан | Новий |
- Ціна: 1 ₴